电 话:135-0792-3377
网 址:www.jjhsfz.cn
地 址:江西省九江市柴桑区沙城T业园庐山东路97号

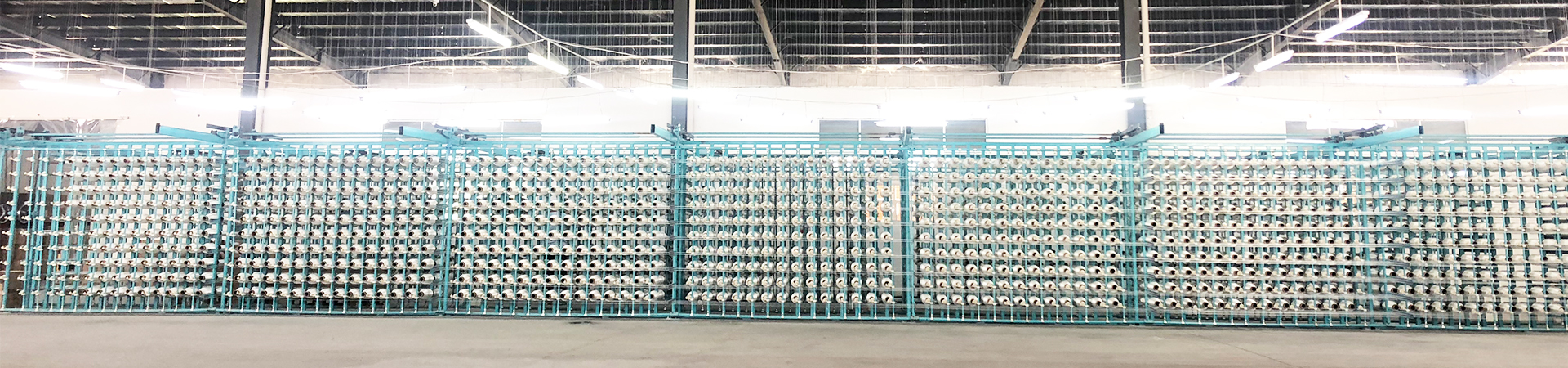
萍乡玻璃纤维无蜡纱玻璃纤维生产工艺有两种:两次成型-坩埚拉丝法,一次成型-池窑拉丝法。坩埚拉丝法工艺繁多,先把玻璃原料高温熔制成玻璃球,然后将玻璃球二次熔化,高速拉丝制成玻璃纤维原丝。这种工艺有能耗高、成型工艺不稳定、劳动生产率低等种种弊端,基本被大型玻璃纤维无蜡纱生产玻纤生产厂家淘汰。池窑拉丝法把叶腊石等原料在窑炉中熔制成玻璃溶液,排除气泡后经通路运送至多孔漏板,高速拉制成玻纤原丝。窑炉可以通过多条通路连接上百个漏板同时生产。这种工艺工序简单、节能降耗、成型稳定、高效高产,便于大规模全自动化生产,成为国际主流生产工艺,用该工艺生产的玻璃纤维约占全球产量的90%以上。

萍乡专业玻璃纤维无蜡纱缝编复合毡可适用于不饱和聚酯树脂、乙烯基树脂、酚醛树脂和环氧树脂等。该产品广泛应用于玻璃钢挤拉成型工艺、手糊成型工艺和树脂传递模塑料工艺等。缝编复合毡在造船业应用最广,主要终端产品有:玻璃钢船体、汽车外壳、板材、冷藏器具、车门和型材等。缝编复合毡是由无捻粗纱单向平行排列为0、90°或±45°,再复合一层均匀平铺的短切原丝,然后用线圈结构缝合而成的玻璃纤维毡片。十、玻璃纤维针刺复合毡,针刺复合毡是一种短切原丝无定向均匀分布在机织基布上,经针刺而成的新型玻璃纤维玻璃纤维无蜡纱生产增强材料。该产品不含粘结剂或其它缝编线,具有充模性和覆模性好、三维强度高、浸透快、易脱气泡等特点,适用于手糊、拉挤、缠绕、 GMT 、 RTM 等成型工艺。

萍乡专业玻璃纤维无蜡纱无捻粗纱按玻璃成分可划分为:无碱玻璃无捻粗纱和中碱玻璃无捻粗纱。生产玻璃粗纱所用玻纤直径从12~23μm。无捻粗纱的号数从150号到9600号(tex)。无捻粗纱可直接用于某些复合材料工艺成型方法中,如缠绕、拉挤工艺,因其张力均匀,也可织成无捻粗纱织物,在某些用途中还将无捻粗纱进一步短切。(1)喷射用无捻粗纱 适合于玻璃钢喷射成型使用的无捻粗纱要具备如下性能:①良好的切割性,在连续高速切割时产生的静电少;②玻璃纤维无蜡纱生产无捻粗纱切割后分散成原丝的效率要高,也即分束率高,通常要求90%以上;③短切后的原丝具有优良的覆模性,可覆盖在模具的各个角落;

萍乡玻璃纤维无蜡纱生产玻璃丝是玻璃纤维的俗称,它是以玻璃球或废旧玻璃为原料经高温熔制、拉丝、络纱、织布等工艺制造成的,其单丝的直径为几个微米到二十几米个微米,相当于一根头发丝的 1/20-1/5 ,每束专业玻璃纤维无蜡纱生产纤维原丝都由数百根甚至上千根单丝组成.玻璃纤维生产工艺有两种:两次成型-坩埚拉丝法,一次成型-池窑拉丝法.1.坩埚拉丝法工艺繁多,先把玻璃原料高温熔制成玻璃球,然后将玻璃球二次熔化,高速拉丝制成玻璃纤维原丝.这种工艺有能耗高、成型工艺不稳定、劳动生产率低等种种弊端,基本被大型玻纤生产厂家淘汰.2.池窑拉丝法把叶腊石等原料在窑炉中熔制成玻璃溶液,排除气泡后经通路运送至多孔漏板,高速拉制成玻纤原丝.窑炉可以通过多条通路连接上百个漏板同时生产.

无捻粗纱织物,专业玻璃纤维无蜡纱方格布是无捻粗纱平纹织物是手糊玻璃钢重要基材。方格布的强度主要在织物的经纬方向上,对于要求经向或纬向强度高的场合,也可以织成单向方格布,它可以在经向或纬向布置较多的无捻粗纱。对方格布的质量要求如下:①织物均匀,布边平直,布面平整呈席状,无污渍、起毛、折痕、皱纹等;②经、纬密,面积重量,布幅及卷长均符合标准;③卷绕在牢固的纸芯上,卷绕整齐;④迅速、良好的树脂透性;⑤生产织物制成的层合材料的干、湿态机械强度均应达到要求。用方格布铺敷成型的复合材料其特点是层间剪切强度低,耐压和疲劳强度差。

专业玻璃纤维无蜡纱玻璃纤维拉伸强度高,弹性系数高,具有不燃性、耐化学性、吸水性小、加工性能佳等优良特性,通常作为复合材料中的增强材料、电绝缘材料和绝热保温材料、电路基板等,广泛应用于各个领域。国外玻纤按产品用途基本分为四大类:增强热固性塑料用增强材料、热塑料用玻纤增强材料、水泥石膏增强材料、玻纤纺织材料,其中增强材料占70-75%,玻纤纺织材料占25-30%。从下游需求看,基建约占38%(包括管道、海水淡化、房屋保暖和防水、水利等),交通约占27-28%(游艇、汽车、高铁等)、电子约占17%。综上所述,玻璃纤维无蜡纱生产玻纤应用领域大致有交通运输、建筑建材、电气工业、机械工业、石油化工、休闲文化和国防科技等。





